|
|
钢丸是由高质量的钢碎料制成的,首先将其熔化,然后用高压水喷射使熔融的钢水形成小球状,形成的丸体再次加热以净化均质,然后进行淬火处理。淬火后的丸体在熔炉内进行烘干并重新加热回火以达到适当的硬度,回火处理后的钢丸通过机械筛网被分选成符合SAE标准的11个等级以用于抛丸设备
。不同粒度和硬度的产品用于不同的工艺,如表面强化等。
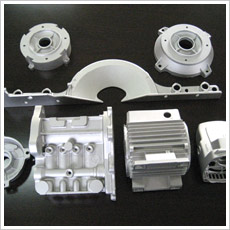
钢丸广泛用于钢铁工件涂装前的去氧化皮和除锈处理,在这种情况中经常使用离心抛丸设备。圆球形状和较小的硬度使钢丸不会对设备产生较大磨损。钢丸也广泛用于铸造工业中,当工件从模子里取出后,用钢丸清除工件表面的砂料。当钢丸与适合的设备一起使用时,因为它经久耐用,肯定是您进行表面清理的最佳磨料。
适应工业范围:航空工业、汽车工业、喷砂/喷漆商、消费品制造、集装箱制造/修理、铸造、花岗岩/石材切割、造船和船舶修理、中间商、石油和天然气管道、工厂维护和金属加工。
适应工艺范围:喷涂前表面预处理;铸件清砂;管道除垢等。
 使用说明及性能
使用说明及性能
| 等级 |
S070 |
S110 |
S170 |
S230 |
S280 |
S330 |
S390 |
S460 |
S550 |
S660 |
S780 |
| 剖面 |
10 |
15 |
20 |
27 |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
| 清理速度 |
中速 |
| 破损率 |
每循环约0.5% |
磨料属性
| 形状 |
圆形、球形 |
碳含量% |
0.85-1.2 |
硬度(HRC)
标准
特殊
强化 |
40-50
50-55&55-60
平均50 |
硅含量% |
0.5-1.0 |
| 容积密度(kg/m3) |
4450 |
锰含量% |
0.6-1.0 |
| 颗粒S.G. |
>7.4 |
硫磺含量% |
<0.05 |
| 颜色 |
灰色、银色 |
磷含量% |
<0.05 |
| 规格标准 |
SAE |
微观结构 |
马氏体和贝氏体 |
|
|
钢丸推荐使用 |
|
钢丸号 |
推荐使用范围 |
|
C10 |
精密电子元件抛丸处理、精密齿轮及弹簧强化处理 |
|
C15 |
铝型材去除表面挤压纹、铜铝管材表面精致喷丸 |
|
C20 |
铝型材去除表面挤压纹、精密压铸件表面精致喷丸 |
|
C30 |
铝锌镁合金压铸件去氧化皮,去飞边毛刺、冲压件表面光整处理、金属电脑配件磨砂处理 |
|
C40 |
除C30功能外,汽车水泵壳、电机端盖、车锁等外观精致化处理,电动工具、气动元件的喷丸处理 |
|
C50 |
初C40功能外,汽车发动机缸盖、变速箱外壳的喷丸处理 |
|
C60 |
汽车发动机进排岐管、发动机机体等大型压铸件,浇铸件的清理光整,大理石表面效果处理和防滑处理。 |
|
C70 |
汽车轮毂、发动机外壳的表面处理 |
|
C80
C90 |
大型浇铸件喷丸处理,花岗岩、大理石打毛防滑处理 |
|
| |
|
GB5477-83新R40/3筛网号
|
筛孔尺寸
|
钢丸号
|
|
毫米
|
目数
|
C10
|
C15
|
C20
|
C30
|
C40
|
C50
|
C60
|
C70
|
C80
|
C90
|
|
270
|
0.05
|
300
|
|
|
|
|
|
|
|
|
|
|
|
140
|
0.11
|
144
|
|
|
|
|
|
|
|
|
|
|
|
100
|
0.15
|
102
|
|
|
|
|
|
|
|
|
|
|
|
70
|
0.21
|
75.4
|
|
|
|
|
|
|
|
|
|
|
|
50
|
0.3
|
57.7
|
|
|
|
|
|
|
|
|
|
|
|
40
|
0.43
|
43.4
|
|
|
|
|
|
|
|
|
|
|
|
35
|
0.5
|
33.7
|
|
|
|
|
|
|
|
|
|
|
|
30
|
0.6
|
29.9
|
|
|
|
|
|
|
|
|
|
|
|
25
|
0.71
|
25.7
|
|
|
|
|
|
|
|
|
|
|
|
20
|
0.85
|
21.8
|
|
|
|
|
|
|
|
|
|
|
|
18
|
1
|
18.8
|
|
|
|
|
|
|
|
|
|
|
|
16
|
1.18
|
17
|
|
|
|
|
|
|
|
|
|
|
|
14
|
1.4
|
13.4
|
|
|
|
|
|
|
|
|
|
|
|